The standard lubricants database supplied with the software contains a list of lubricants most commonly used in hot and cold metal forming. The lubricants database window is shown in the figure below:
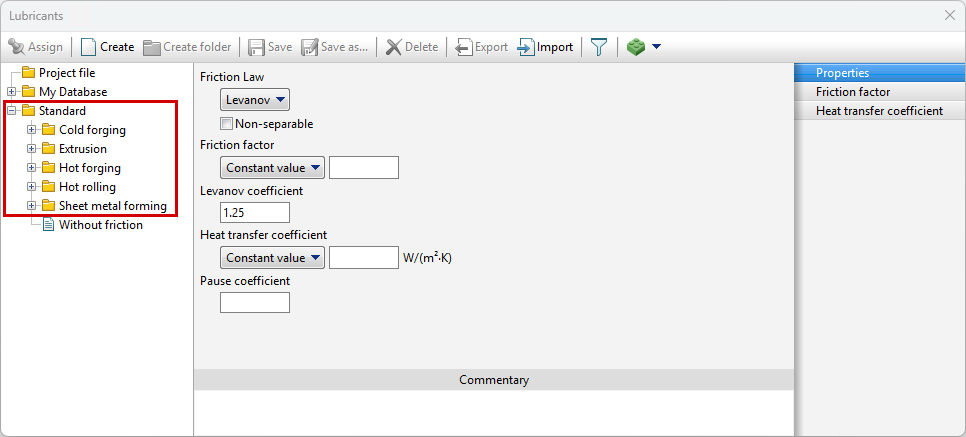
The standard lubricant structure in the QForm UK consists of five sections: Cold forging (lubricants for cold forming), Extrusion (recommended lubricants for extrusion processes), Hot forging (lubricants for hot forming), Hot rolling (recommended lubricants for rolling processes), Sheet metal forming (recommended lubricants for sheet-bulk forming processes). The general sections of lubricants for hot and cold deformation contain subsections with lubricants for various alloys. If, for example, it is should be set lubricant "graphite-water" for hot deformation of a steel workpieces, then you need to select a lubricant:Hot forging/Steels/Graphite + water.
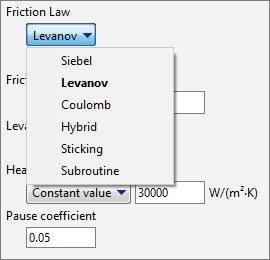
To set the friction between a deformable workpiece and a tool or between two deformable workpieces in QForm UK you can select the friction law Siebel, Levanov, Coulomb or Mixed friction law, you can also set the condition Sticking or describe the friction law by users subroutine:
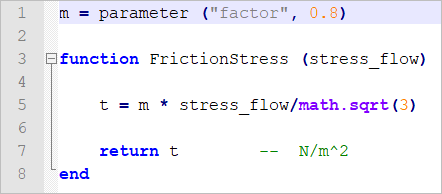
1 . By friction model Siebel tangential stress on the contacting plain surface of the workpieces depend only on the friction factor (m) and flow stress of the workpiece material (σT):
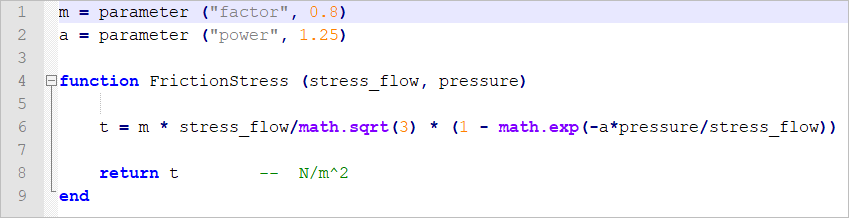
2 . By friction model Levanov tangential stress on the contacting plain surface of the workpieces depend on the friction factor (m), flow stress of the workpiece material (σT), normal contact pressure (σn) and Levanov coefficient (n):
The nature of the curve described by law A N Levanov, strongly depends on the value of the exponent coefficient (n). In QForm UK the default Levanov coefficient is 1.25. Friction law Levanov is a generalization of laws Coulomb and Siebel. At low normal contact pressures, shear stress along Levanov close to tangential stresses Coulomb, and at high contact pressures - to tangential stresses along Siebel. 3. By model frictionCoulomb shear stress on the contacting plain surface depend only on the normal contact pressure (σn) and friction coefficient (μ):
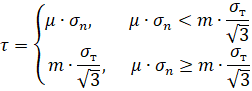
4. Mixed the friction law is a combination of the laws of friction Coulomb and Siebel. Coulomb law applies here until the specific friction load exceeds the Siebel friction :
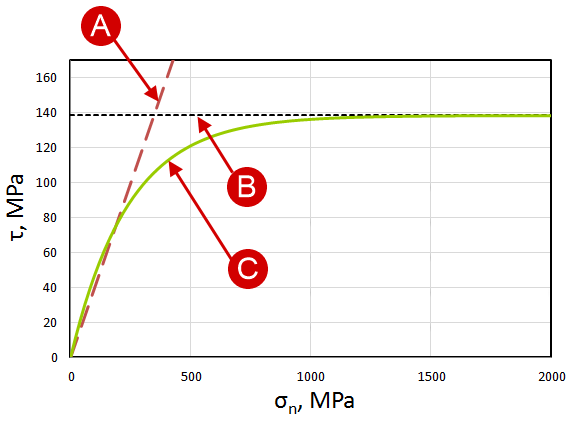
On the picture below the dependences of tangential stresses on normal contact pressure are given according to the laws Siebel and Levanov (m = 0.8, σт = 300 МPa, n = 1.25), by law Coulomb (μ = 0.4):
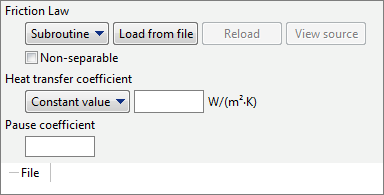
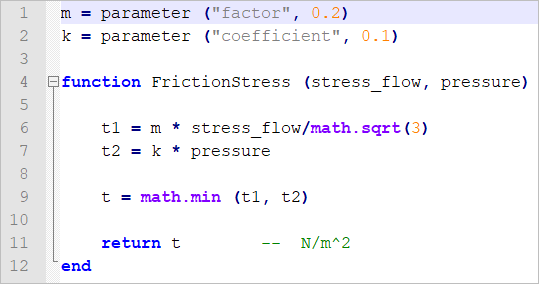
The friction factor value in the standard database for various lubricants and deformed materials are taken from the book Schey JA, Tribology in metalworking, ASFM, Metal Park, Ohio, 1984 5. The friction law can be described by Subroutines:
After pressing the button Load from file you have to select a user-created subroutines file (*.lua).
List of available parameters for subroutines describing the laws of friction:
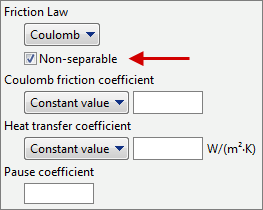
6. Using Sticking as a friction Law, the contact nodes of the deformable workpieces can be detached from the contact plain surface of the tool, but cannot move along it. For all friction laws, you can use the feature Non-separable, which prohibits the contacting surfaces from tearing away from each other:
|
|||||||||||||||||||||||||||||||||||||||||||||
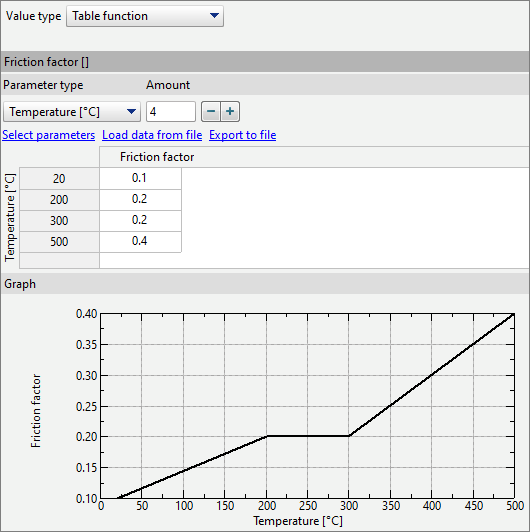
Depending on the chosen friction law, it is should be set a proportionality coefficient between the friction load and the normal pressure load, which is called the friction factor or friction coefficient. This parameter can be specified as constant value as well as table depend on the temperature, pressure and time.
|
Heat transfer coefficient – used to simulation the surface heat rate density (q) during heat exchange between two contacting objects:
Here h - heat transfer coefficient, T1 and T2 - temperature of contacting objects. Pause coefficient – when the workpieces cools in the tool, heat transfer is significantly lower than time deformation. This is taken into account by the pause coefficient (kp):
It is recommended to use kp=0.05. The value of heat transfer parameters in standard lubricants are taken based on the research results presented in the article Wu W. T., Oh S.‑I. ALPIDT: A general purpose FEM code for simulation of nonisothermal forming processes // Proc. NAMRC-XIII. – Berkeley, 1985. – P. 449–455. |
See also: