Modeling the heat treatment of aluminum alloys in QForm UK has some peculiarities. The strengthening heat treatment for aluminum alloys consists of the following stages:
•heating and holding at a temperature ensuring complete dissolution of secondary intermetallic phases;
•quenching in order to preserve the resulting supersaturated solid solution at room temperature;
•ageing for a specified time at room temperature for controlled decomposition and stabilization of the supersaturated solid solution and to ensure a specified set of performance properties.
The given sequence of operations is due to the fact that hardening of aluminum alloys during heat treatment occurs mainly due to particles of intermetallic phases. Different types of these alloys produce different secondary phases, but what is common is that to maximize their effect, their particles must be of strictly defined sizes, which in turn are determined by their formation temperature and growth time.
If the particle was formed at high temperature, it will have time to grow to an unacceptable size due to the large diffusion coefficient. For this reason, the aim is to keep the solution supersaturated during quenching, so that the size of the hardening particles can be precisely controlled during aging at a low temperature by means of the holding time.
QForm UK allows the user to specify TTT diagrams for each hardening stable and metastable phase. To account for the effect of hardening particle size on performance properties, the hardness and tensile strength for each phase must be tabulated as functions of temperature. This approach provides a wide range of simulation capabilities for various types of heat treatment, including multistage heat treatment, and allows the user to optimize the heating duration and temperature regime of furnaces. However, the need for a large number of input data and the complex nonlinear relationship between phase composition and performance properties are disadvantages of this approach.
As a simpler alternative for modeling, TTP (Time - Temperature - Property) diagrams can be used to represent the dependence of performance properties after isothermal quenching and subsequent aging on isothermal quenching parameters. For a number of alloys such diagrams can be found in the reference literature.
In this case, to model the alloy, it is necessary to specify only two fictitious phases. The properties of one shall correspond to the regulated initial state and the other to the properties in the fully annealed state. The fraction of the fictitious phase will correspond to the degree of de-strengthening.
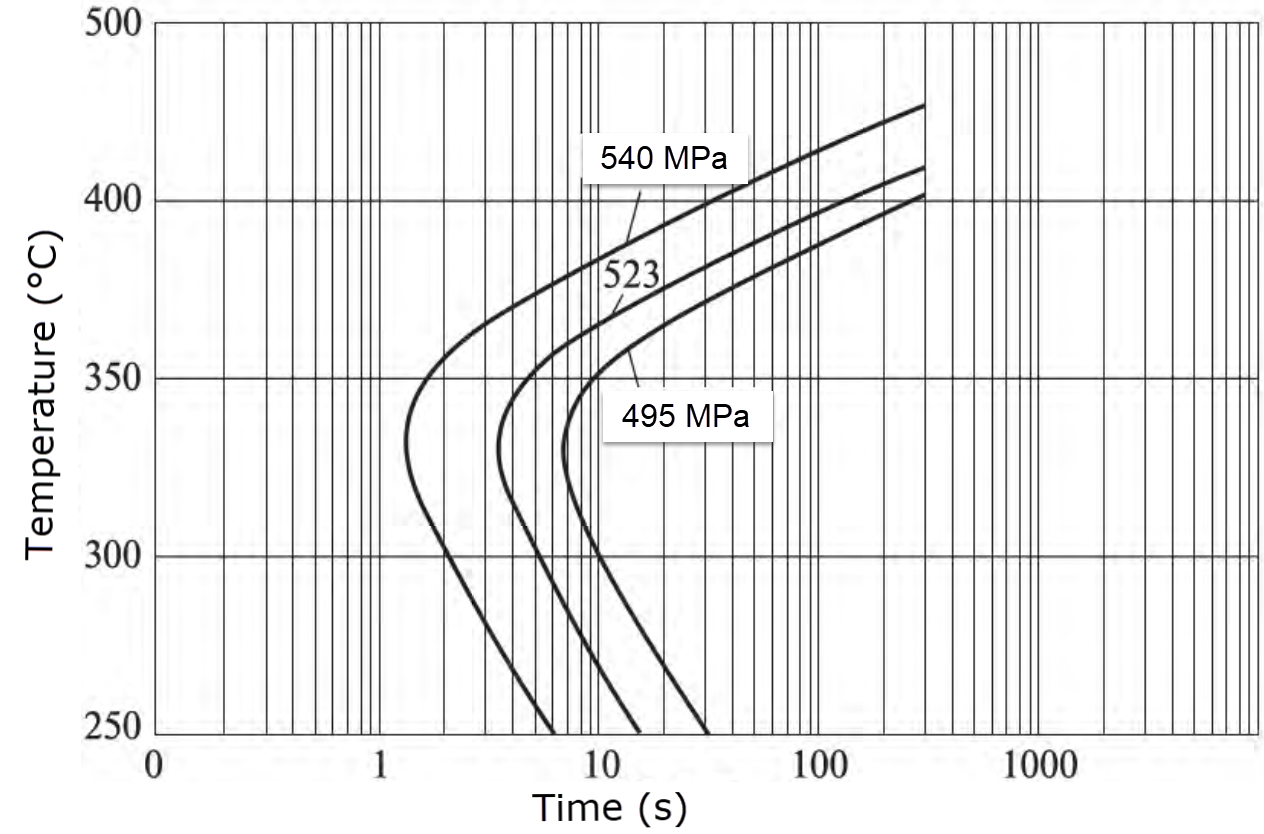
In this case, TTP diagrams are rearranged into TTT diagrams by appropriately specifying the volume fractions of the phases, which are determined under the assumption of a linear dependence of the tensile strength on the degree of completion of the transformation:
For example, for alloy AA 7075 at σmax = 550 MPa: ξ(540 MPa) = 3.411%, ξ(495 MPa) = 17.054%.