Electric upsetting - a process that combines electric contact heating of a part of the workpieces and its deformation. Electric upsetting is most often used as a preforming operation to create localised thickening of the workpiece.
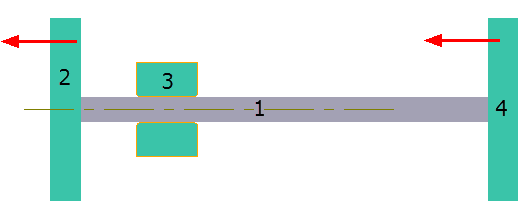
The process scheme is shown in the figure below. An electric current is passed through the workpiece (1) between the end electrode and the radial electrode (2, 3), causing a part of the workpiece to be heated to forging temperature. Under the action of the axial force transmitted by the upsetting punch (4), the heated part of the workpieces settles down. In the process of deformation, the end electrode (2) can also move in the motion direction of the upsetting punch (4), making it possible to form a larger thickening of the upset part.
The possibility of using electric upsetting for various materials is determined by their electrical resistance; therefore, electric upsetting of copper and copper alloys is practically impossible.
For simulation in the module Electric upsetting it is required in the tab Project Initial data panel to select operation type Electric upsetting :

After selecting this type of process on Initial data panel an additional tab Electric upsetting will appear, in which the necessary parameters for the simulation are set:

In the software for heating the workpieces, it is possible to use Direct current or Alternating current with a given Frequency.
You can use Current, Voltage or Power to specify a Current characteristics.
Current characteristics can be set as a constant value, and variable depending on time.
The electrical conductivity of the workpieces is calculated according to the law Wiedemann-Franz (Lorenz): for metals, the ratio of thermal conductivity to electrical conductivity is proportional to temperature.
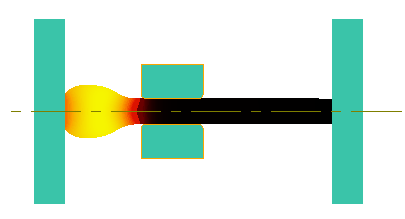
Forging geometry after simulation ( temperature distribution shown):
See also: